
How Does Screen Printing Work?

Screen printing isn’t just some artsy-fartsy craft your cousin picked up during quarantine—it’s the heavyweight champ of custom branding. The method behind those buttery-smooth logos on your favorite tote or that vibrant floral print on a cosmetic bag? Yep, screen printing’s got its inky fingerprints all over it. When you want color that pops, holds steady through daily grime, and doesn’t ghost after two washes—that’s when this technique steps into the spotlight.
According to IBISWorld’s 2023 data, demand for custom-printed promotional products—cosmetic bags included—is projected to hit $26 billion this year in North America alone. Brands aren’t just stamping their logo; they’re creating tactile billboards people carry everywhere. You want your design to stick (literally and visually)? Stick around—we’ll show you how screen printing makes it happen.
Key Points in Color: A Rhythmic Rundown of Screen Printing Essentials
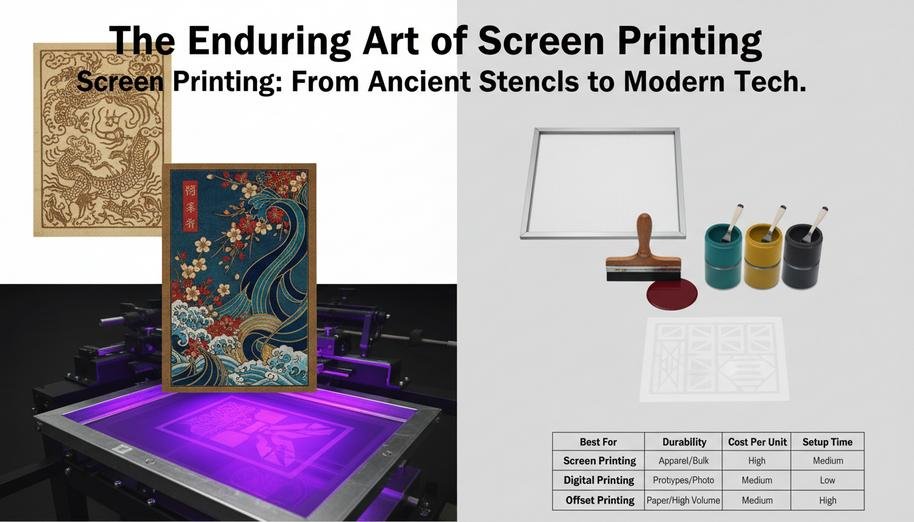
- Origins and Evolution: Screen printing began its journey in ancient Asia, specifically China during the Song Dynasty (960–1279 AD), and has since become a cornerstone process for both artistic expression and commercial branding.
- Tools of the Trade: Essential gear includes mesh screens, squeegees, emulsion coatings, and specialty inks—each playing a vital role in producing crisp, lasting prints.
- Ink Matters Most: From plastisol’s vibrancy to water-based inks’ soft hand feel, the ink choice directly impacts the final look, durability, and texture of your cosmetic bags and outdoor/daily bags.
The Process: From Digital Design to Printed Perfection
Screen printing is an elegant stencil method where ink is forced through a fine mesh onto a substrate. It involves several precise steps:
Step 1: The Artwork Separation
The process starts with your final design. For every color in your artwork, a separate film positive must be created. If your design has three colors (say, red, blue, and white), you need three separate transparencies, each isolating one color. This separation is critical for color registration later on.
Step 2: Screen Preparation and Emulsion Coating
A screen—typically made of polyester mesh stretched over a sturdy frame—is coated with a photosensitive emulsion. This emulsion hardens when exposed to UV light, which will be the basis for the stencil.
Step 3: Exposure (Burning the Screen)
The film positive from Step 1 is placed onto the emulsion-coated screen. The screen is then exposed to a strong UV light source. The areas of the emulsion covered by the opaque black ink of the film positive remain soft, while the surrounding areas harden.
Step 4: Washout
The screen is washed with water. The unexposed (soft) emulsion washes away, leaving behind a perfect stencil—the open areas that match your design. This is where the ink will pass through.
Step 5: Setup and Registration
The screen is mounted onto a printing press. For multi-color prints, the alignment (or “registration”) of each color screen is adjusted meticulously to ensure the colors stack up perfectly on the bag or garment.
Step 6: The Squeegee Pass (Printing)
Ink is pooled at the top of the screen. The printer uses a squeegee to drag the ink across the mesh. This motion forces the ink through the open stencil areas and onto the fabric below. For a thick, rich color, this step might be repeated.
Step 7: Curing (The Permanent Bond)
The printed bag is moved through a long dryer or “curing unit.” High heat—often over 320°F (160°C)—is applied to dry and cure the ink, chemically bonding it to the fibers. This curing is what makes the print durable and wash-resistant.
Why Screen Printing Still Dominates Custom Bags
While digital printing offers photographic detail, screen printing offers a unique tactile quality and unmatched durability, especially for heavy-duty materials like canvas and jute.
The result is a tactile, handcrafted energy to each bag. The ink sits slightly raised on the fabric, catching light and attention. A simple logo becomes bold; an illustration turns into wearable art. It’s not just color—it’s character pressed into canvas.

What materials respond best to screen printed designs? Some fabrics simply bring out the magic in this process:
- Cotton canvas: Absorbs ink beautifully and holds up over time
- Jute or hemp: Earthy textures that give prints a rustic charm
- Polyester blends: Smooth surfaces with crisp detail—if treated right
Each material has its own personality, so matching it with the right ink is part of the craft.
Can eco-friendly inks handle high-volume production without sacrificing quality? Yes—and they’re getting better every year. Water-based inks are soft but strong, while PVC-free plastisols offer vibrant colors without harsh chemicals. These options don’t just meet environmental goals—they often outperform traditional formulas when used skillfully at scale.
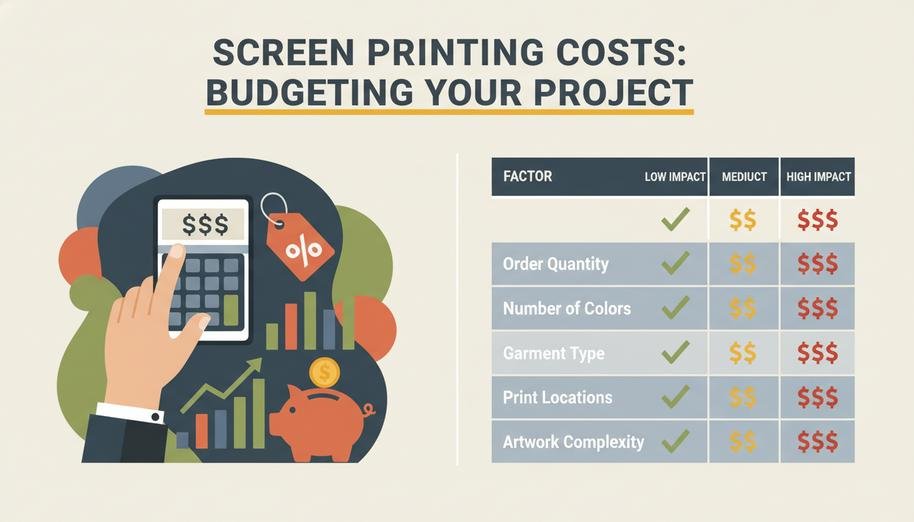
What should I know before designing artwork for mass production? Precision matters here—but creativity leads:
- Use vector files (AI/EPS) to keep lines sharp no matter how big you go
- Stick to solid spot colors instead of gradients for clean separations
- Keep your design bold—fine details can get lost when printed hundreds of times
The goal isn’t perfection on paper—it’s consistency across thousands of bags that still feel personal in someone’s hand.
References
- Promotional Products in the US Market Size Statistics – IBISWorld
- A Brief History of Screenprinting – WNY Book Arts Center
- Screen printing emulsion: 3 types – FICA Oficina Criativa
- Do I Need a UV Light for Screen Printing – Cnding
- How Emulsion Works – For Beginners – Jones Print Technology
- Screen Printing Artwork Guide – File Formats & Best Practices – Monster Press
- The Definitive Guide To Curing Ink – Learn How To Screen Print
- Curing tempature for plastisol. – Reddit
- Screenprinting vs Digital Printing: Which is More Durable? – Board Printing Company
- Screen vs. Digital Printing Comparison – Gelato
- Printing inks for a wide range of applications – Follmann
- Artwork requirements for Screen Printing – Vector format AI or EPS file format – TSPA





4th-5th Floor, Building B2, Yin Tian Industrial Park, Xi Xiang Road, Bao'an Dist, Shenzhen, 518102 ,China